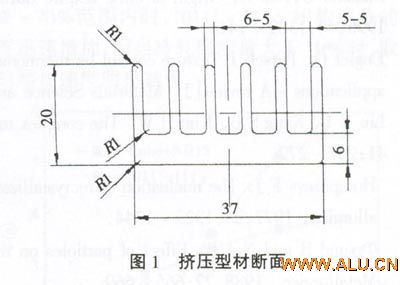
镁及镁合金具有质量轻,比强度高,弹性模具小,导热性能好,易于回收,对环境污染小等优点,在汽车、机械电子、航空航天、国防军工、交通运输等领域具有重要的应用价值。镁合金塑性成形困难,通常采用具有优良的变形力学条件的挤压方法成形。随着科学技术的进步,市场对制品质量的要求不断提高,模具在镁合金挤压成形中占的重要地位。文献资料表明,国内外对镁合金挤压模具结构的研究较少,特别是对型材挤压模具研究尚未见报道。本试验通过不同的模具结构对镁合金型材挤压成形过程的影响进行探讨。 1 模具结构特点与挤压成形工艺 由于高温下挤压镁合金所需的变形力较大,而且散热片型材带有较高的齿,因此,高温挤压中模具容易在悬臂处出现断裂、压塌等失效现象。本研究以计算机用散热片型材(图1)为研究对象,采用三种典型的模具进行镁合金的挤压成形研究。模具材料选用4Cr5MoSiV1
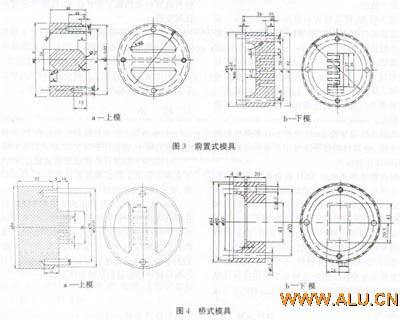
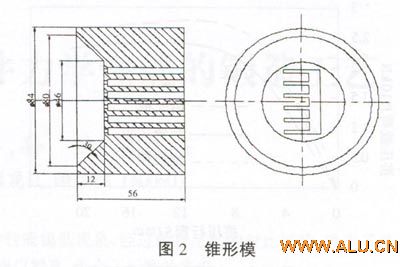
1.1 模具结构特点 平模是生产实心型材的最普通的一种模具,其结构简单,成形所需挤压力大。图2是在平模基础上改进了的锥形模结构,与平模相比,锥模中的锥角有助于金属变形时的流动,可降低挤压力。 图3是前置式模具。其特点是上模的两个分流孔对称分布,焊合室在下模;同时由于上模的分流桥对下模悬臂部分的遮挡作用,减小了挤压力对下模悬部位的直接冲击作用,达到保护模具作用。 图4是桥式模具。其下模是一个简单的矩形孔,上模模芯上有若干个成形槽,对镁合金超导流和成形作用。与前置式模具相比,这种模具结构中没有悬臂,模芯与下模矩形孔互相配合,挤压中成形散热片上的齿。作用力全部转移到上模的矫和模芯上,从而保证了模具强度。
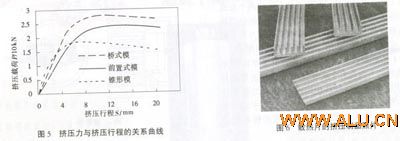
1.1 挤压成形工艺 挤压设备为3MN立式油压挤压机。镁合金铸锭尺寸直径82mmX150mm,铸锭的加热温度依据镁合金的相图、塑性图及再结晶图定为420℃,挤压速度控制在15mm/s~25mm/s之间,挤压筒和模具的预热温度分别为350℃和400℃。 2 试验结果及分析 图5和表1分别是图1所示制品在挤压试验中挤压力与行程的关系曲线和模具结构与最大挤压力间的关系。
图5可知:锥形模在挤压行程达到7mm左右,挤压力达到最大值1850kn,前置式模具和桥式模具在挤压行程达到12mm左右时,挤压力分别达到最大值2400kn和2800kn。在挤压的初始阶段,挤压力随行程的增加而急剧升高,使用锥形模具挤压时,挤压力达到极值所需行程较长,这是因为制品挤出前有一个金属充满模具焊合室及金属的焊合过程,因此,挤压力的峰值出现得较晚且较大。三种模具结构形式,其载荷与行程曲线的形状基本上是一致。
由图5可知,模具结构对挤压影响较大,桥式模所需要的挤压力最大,前置式模具次之,所需挤压最小的的是锥模挤压。 锥模挤压成形过程中,锥形腔起着导流作用,且金属成形过程中无需焊合,原所需的挤压力相对来说要小些。从结构上来说,由于组合模比锥模多一个分流和焊合过程,故组合模比平模和锥模所需的挤压力要大。 桥式模具结构有模芯,且模芯上有多条成形制品的导流槽,金属材料在导流槽中焊合所需的力较大,相应的挤压力也大。 采用各种模具挤出的AZ31镁合金散热片的制品如图6所示。由于采用桥式模具和前置式模具挤出过程经过分流和焊合过程,为确定制品的焊合情况,采用电子扫描镜观察分析金属在模具焊合室和型材焊合部位微观组织形貌。结果表明,制品在焊合部位没有焊缝,在焊合区的组织致密,与基体组织无明显差别,说明焊合状况较好。 前置式分流模在试验后悬臂处未出现任何塌陷及其他变形。虽然所需根的挤压力较大,但由于分流桥对悬臂的遮挡起了保护作用,故模具悬臂未出现任何变形。 桥式模具成形较困难。挤压过程中金属在模具芯头上导流槽处的流动阻力较大,使金属流出模孔困难;同时由于产品的不同部位壁厚差别较大,金属流动不均匀,造成模具芯头的受力不均匀,对芯头产生很大的剪切力和扭矩,导致挤压最大。 3 结论 1 在所设计的三种模具挤压过程中,锥模所需的压力最小,前置保护模次之,桥式模具的最大。 2 锥模和前置保护模成形质量较好,桥式模由于金属的模芯上的小槽处流动阻力大,挤压焊合困难,导致成形时所需挤压力很大。 3 从组合模结构挤压成形来看,AZ31镁合金在焊室中是能够完全焊合的,用扫描电镜观察焊合室部位和制品焊合处发现,其组织致密,与基体组织无明显差别,焊合质量较好,说明组合模挤压AZ31镁合金散热器是可行的,可推广应用于其他实心型材或中空型材制品的挤压成形。  |